化生產(chǎn)線")

 中文網(wǎng)站
中文網(wǎng)站 英文網(wǎng)站
英文網(wǎng)站 OA 入口
OA 入口
鄭州科慧科技股份有限公司,自1996年成立以來,20余年專業(yè)設(shè)計(jì)、研發(fā)、生產(chǎn)機(jī)器人焊接設(shè)備。該產(chǎn)品線為非標(biāo)定制產(chǎn)品,可根據(jù)客戶實(shí)際需求設(shè)計(jì)
一、總體功能說明
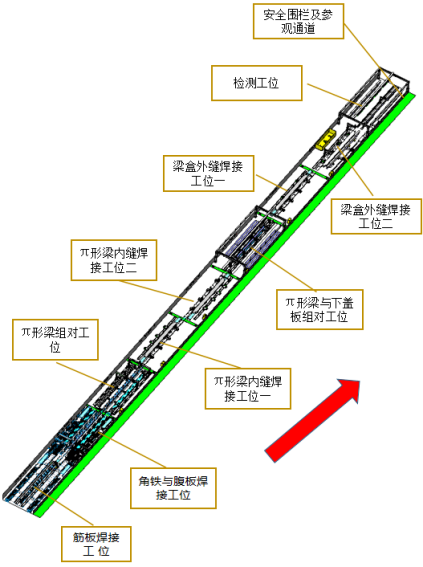
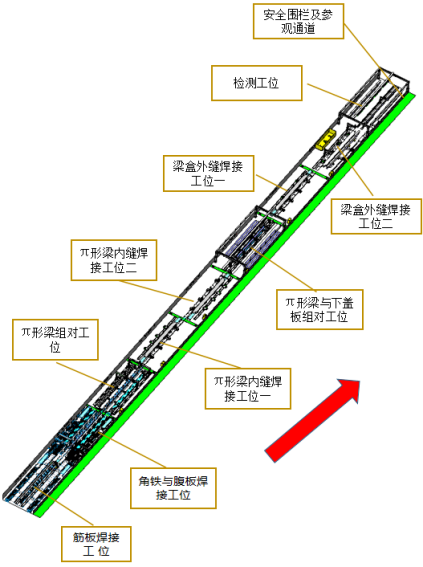
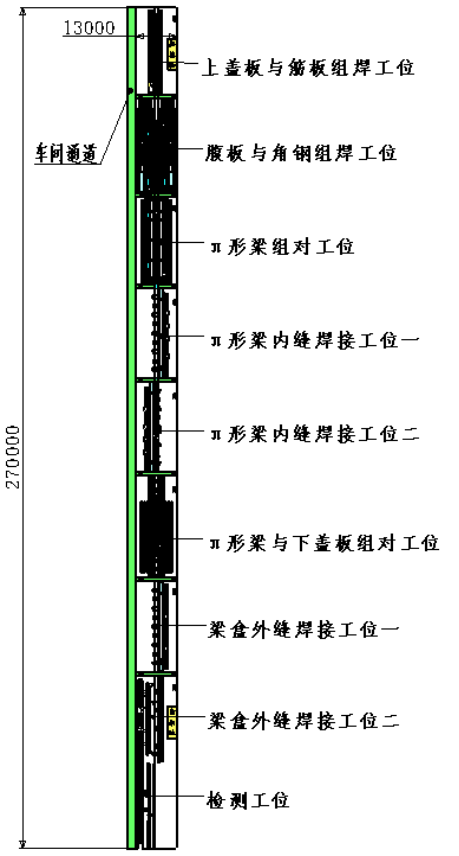
主梁機(jī)器人焊接生產(chǎn)線主要以橋式起重噸位5~50t,跨度10.5~28.5m的主梁為生產(chǎn)對(duì)象,生產(chǎn)線最大外形尺寸不超過13m(寬) ×270m(長(zhǎng))
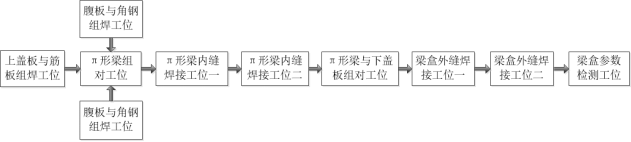
主要包括9個(gè)工位:
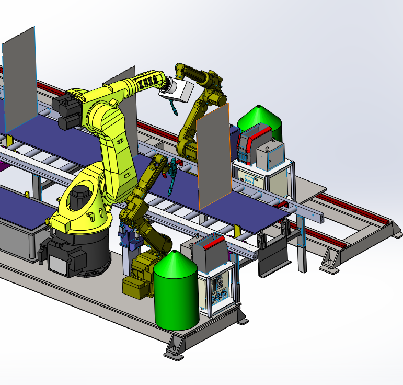
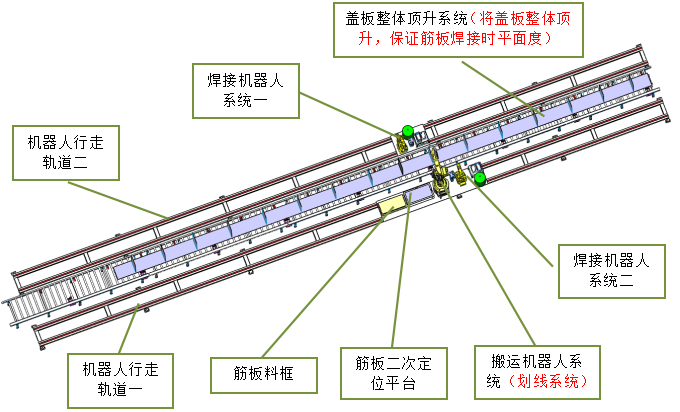
1、上蓋板與筋板組焊工位
2、腹板與角鋼組焊工位
3、π形梁組對(duì)工位
4、π形梁內(nèi)縫焊接工位一
5、π形梁內(nèi)縫焊接工位二
6、π形梁與下蓋板組對(duì)工位
7、梁盒外縫焊接工位一
8、梁盒外縫焊接工位二
9、梁盒參數(shù)檢測(cè)工位以及工位之間的物流系統(tǒng)和生產(chǎn)線信息管理系統(tǒng);
上蓋板與筋板料框從料區(qū)吊運(yùn)至上蓋板與筋板組焊工位、腹板與角鋼料框從料區(qū)吊運(yùn)至腹板與角鋼組對(duì)工位、下蓋板從料區(qū)吊運(yùn)至π形梁與下蓋板組對(duì)工位有車間起重機(jī)(客供)參與外,其余工位及工位之間的流轉(zhuǎn)無車間起重機(jī)參與。整體生產(chǎn)線以單件流的形式組織生產(chǎn),各工位節(jié)拍不大于1小時(shí)(以QD20t22.5m主梁為測(cè)算及驗(yàn)收依據(jù))。
二、生產(chǎn)線工藝流程

三、主梁結(jié)構(gòu)形式。
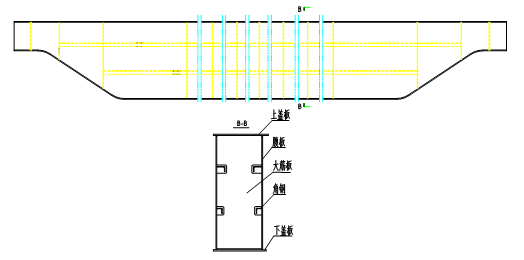
起重機(jī)主梁主要由1個(gè)上蓋板、1個(gè)下蓋板、2個(gè)腹板及若干筋板構(gòu)成。其中大部分主梁腹板上均有防止變形和增大剛性的縱向角鋼。
四、生產(chǎn)線備料方法與精度
1、筋板采用等離子數(shù)控整體下料,尺寸偏差≤1mm,垂直偏差≤H/1000(H為大筋板高度),平面度≤2mm(平面度超差可以采用矯平機(jī)進(jìn)行矯正)。
2、腹板利用卷板開卷校平后采用等離子數(shù)控整體下料,保證同一根主梁兩塊腹板拱度的一致性。
3、厚度≤16mm的蓋板采用卷板開卷校平后等離子數(shù)控整體下料,厚度>16mm的蓋板采用中厚板先拼長(zhǎng)后利用直條機(jī)火焰切割下料,蓋板寬度偏差≤2mm,每10000mm長(zhǎng)的蓋板下料產(chǎn)生的水平旁彎≤5mm;
4、角鋼非整根利用時(shí)采用鋸切下料,整根利用時(shí)不再鋸切修邊。
5、生產(chǎn)線總體配置
|
序號(hào) |
功能 |
|
1 |
上蓋板與筋板組焊工位 |
|
2 |
腹板與角鋼組焊工位 |
|
3 |
π形梁組對(duì)工位 |
|
4 |
π形梁內(nèi)縫焊接工位一 |
|
5 |
π形梁內(nèi)縫焊接工位二 |
|
6 |
π形梁與下蓋板組對(duì)工位 |
|
7 |
梁盒外縫焊接工位一 |
|
8 |
梁盒外縫焊接工位二 |
|
9 |
梁盒參數(shù)檢測(cè)工位 |
|
10 |
物流系統(tǒng) |
|
11 |
生產(chǎn)線信息管理系統(tǒng) |
6、生產(chǎn)線總體技術(shù)指標(biāo)
|
序號(hào) |
名 稱 |
要 求 |
|
1 |
產(chǎn)線輸送線作業(yè)高度 |
700-900mm |
|
2 |
單根梁制作周期 |
≤8小時(shí) |
|
3 |
單根梁用工數(shù)量 |
≤10人 |
|
4 |
6軸機(jī)器人數(shù)量 |
21套 |
|
5 |
焊槍冷卻方式 |
水冷 |
|
6 |
焊接尋位方式 |
接觸及電弧傳感器 |
|
7 |
焊接跟蹤方式 |
電弧跟蹤 |
五、產(chǎn)線布局圖
六、工藝描述
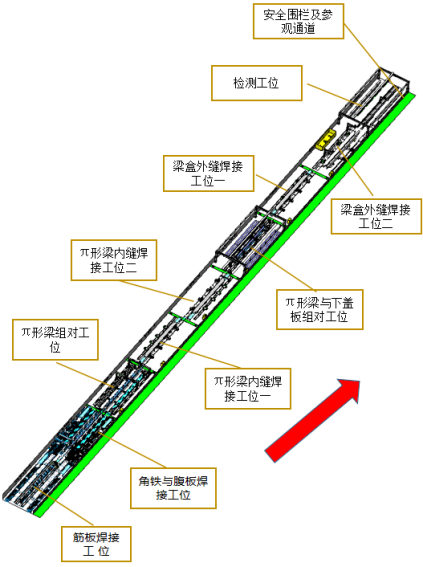
產(chǎn)線布局長(zhǎng)X寬(270米X13米),產(chǎn)線節(jié)拍1h/件,整線主輸送物流采用動(dòng)力滾筒線輸送方式,角鋼的輸送方式采用雙層倍速鏈輸送方式,梁盒外縫焊接二區(qū)到檢測(cè)工位采用RGV字母車,整線各工位與各工位之間流轉(zhuǎn)及工作為全自動(dòng)的,整線所有設(shè)備的布局都在參觀通道的一側(cè),參觀通道設(shè)置有安全光柵及安全圍欄,整線布置采用一子型布置,使整線美觀大方。
主梁全自動(dòng)焊接生產(chǎn)線包括:上蓋板及筋板組焊工位、腹板與角鋼拼焊工位、π型梁組對(duì)工位、內(nèi)縫焊接工位一、內(nèi)縫焊接工位二、梁盒組對(duì)工位、外縫焊接工位一、外縫焊接工位二、檢測(cè)工位、信息化系統(tǒng)、物流系統(tǒng)及智能控制系統(tǒng)組成
七、產(chǎn)線設(shè)計(jì)亮點(diǎn)
1、整體布局美觀大方,采用一字型布局,工位間設(shè)置檢修通道,工作位都集中在線體的一側(cè),另一側(cè)設(shè)置參觀通道。
2、整線人工參與部位考慮人機(jī)結(jié)合性。
3、梁盒組對(duì)工位上加有預(yù)拱裝置、防波浪變形裝置、及筋板扶正裝置保證組對(duì)成功率及焊接合格率。
4、內(nèi)縫焊接工位機(jī)器人加上聯(lián)動(dòng)外部軸,使機(jī)器人可達(dá)無死點(diǎn)。
5、各工位之間為全自動(dòng),無需人工參與,自動(dòng)化程度高。
6、具有快速參數(shù)化編程系統(tǒng),可以快速切換產(chǎn)品。
7、具有生產(chǎn)信息管理系統(tǒng),可對(duì)數(shù)據(jù)進(jìn)行處理及存儲(chǔ),留有與MES對(duì)接的接口,為客戶后期上MES做準(zhǔn)備。
8、整線物流采用智能RGV子母車及滾筒線進(jìn)行轉(zhuǎn)運(yùn),效率高,控制簡(jiǎn)單等。
9、角鋼輸送系統(tǒng),采用雙層倍速鏈的方式,可以實(shí)現(xiàn)角鋼工裝板上下無限循環(huán)作業(yè),減少人工上件次數(shù),節(jié)省人力,自動(dòng)化程度高。
10、產(chǎn)線所有上料位置都集中在上蓋板與筋板拼焊位置,便于人工集中操作,提高產(chǎn)線整體效率。
八、使用環(huán)境:
1、環(huán)境溫度:-15~+45℃,最大日溫差:25℃
2、年平均相對(duì)濕度:~59%,最高月平均相對(duì)濕度:95%(+25℃)
3、電源:符合中國(guó)制式,供電電壓:380V±15%,供電頻率:
50Hz±2%
4、壓縮空氣:自備空壓機(jī)自產(chǎn)壓縮空氣,0.6±0.1MPa

